
Page 265 - Catalogo-AMF-Elementos-mecanicos-de-fijacion
P. 265
MXD 52
G 55° DIN B h9 HSS HSS
5156 4 ≤3×D E
≤ 5/8“ ≥ 3/4“
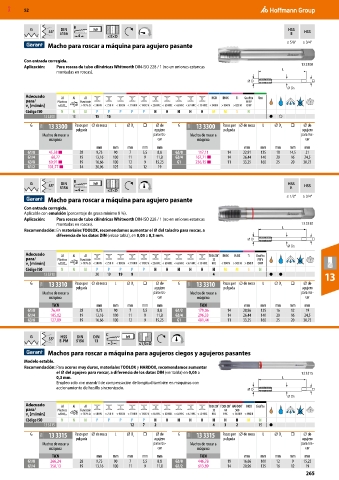
Macho para roscar a máquina para agujero pasante
Con entrada corregida.
Aplicación: Para roscas de tubo cilíndricas Whitworth DIN-ISO 228 / 1 (no en uniones estancas L 13 3300
montadas en roscas).
D
DS
Adecuado
para/
v [m/min]
c
Código ISO N N N P P P P P H H H H H M M S N
13 3300 13 15 15 ● ○
G 11H 13 3300 Pasos por ⌀ de rosca L ⌀ D s □ ⌀ de G 11H 13 3300 Pasos por ⌀ de rosca L ⌀ D s □ ⌀ de
pulgada agujero pulgada agujero
Machos de roscar a para ros- Machos de roscar a para ros-
máquina car máquina car
mm mm mm mm mm mm mm mm mm mm
G1/8 45,58 ■ 28 9,73 90 7 5,5 8,8 G5/8 117,11 14 22,91 125 18 14,5 21
G1/4 60,77 19 13,16 100 11 9 11,8 G3/4 167,71 ■ 14 26,44 140 20 16 24,5
G3/8 69,91 ■ 19 16,66 100 12 9 15,25 G1 236,15 ■ 11 33,25 160 25 20 30,75
G1/2 101,77 ■ 14 20,96 125 16 12 19
B
G 55° DIN h9 HSS HSS
5156 4 ≤3×D E
≤ 1/2“ ≥ 3/4“
Macho para roscar a máquina para agujero pasante
Con entrada corregida.
Aplicable con emulsión (porcentaje de grasa mínimo 8 %).
Aplicación: Para roscas de tubo cilíndricas Whitworth DIN-ISO 228 / 1 (no en uniones estancas
montadas en roscas). 13 3310
Recomendación: En materiales TOOLOX, recomendamos aumentar el ⌀ del taladro para roscar, a L
diferencia de los datos DIN (véase tabla), en 0,05 a 0,3 mm.
D
DS
Adecuado
para/
v [m/min]
c
Código ISO N N N P P P P P H H H H H H M M S N
13 3310 20 19 19 9 4 ● ● 13
G 11H 13 3310 Pasos por ⌀ de rosca L ⌀ D s □ ⌀ de G 11H 13 3310 Pasos por ⌀ de rosca L ⌀ D s □ ⌀ de
pulgada agujero pulgada agujero
Machos de roscar a para ros- Machos de roscar a para ros-
máquina car máquina car
TiCN mm mm mm mm mm TiCN mm mm mm mm mm
G1/8 76,99 28 9,73 90 7 5,5 8,8 G1/2 179,06 14 20,96 125 16 12 19
G1/4 105,02 19 13,16 100 11 9 11,8 G3/4 296,33 14 26,44 140 20 16 24,5
G3/8 127,89 19 16,66 100 12 9 15,25 G1 481,44 11 33,25 160 25 20 30,75
G 55° HSS DIN DIN C h9
E-PM 5156 13 3 ≤1,5×D
Machos para roscar a máquina para agujeros ciegos y agujeros pasantes
Modelo estable.
Recomendación: Para aceros muy duros, materiales TOOLOX y HARDOX, recomendamos aumentar
el ⌀ del agujero para roscar, a diferencia de los datos DIN (ver tabla) en 0,05 a 13 3315
0,3 mm. L
Empleo solo con mandril de compensación de longitud también en máquinas con
accionamiento de husillo sincronizado. D
DS
Adecuado
para/
v [m/min]
c
Código ISO N N N P P P P P H H H H H H H H M N
13 3315 12 7 2 4 3 2 15 ●
G 11H 13 3315 Pasos por ⌀ de rosca L ⌀ D s □ ⌀ de G 11H 13 3315 Pasos por ⌀ de rosca L ⌀ D s □ ⌀ de
pulgada agujero pulgada agujero
Machos de roscar a para ros- Machos de roscar a para ros-
máquina car máquina car
TiCN mm mm mm mm mm TiCN mm mm mm mm mm
G1/8 266,24 28 9,73 90 7 5,5 8,8 G3/8 446,78 19 16,66 100 12 9 15,25
G1/4 358,13 19 13,16 100 11 9 11,8 G1/2 613,89 14 20,96 125 16 12 19
265