
Page 353 - 21-036 APPLITEC catalogue.indb
P. 353
<< ISO-Line <<< Main menu ISO-LINE
N Alliages d’aluminium et non ferreux S Titane et superalliages
Aluminium- und Nichteisenlegierungen Titan und Superlegierungen
Aluminium and non-ferrous alloys Titanium and superalloys
Cuivre Laiton & bronze Superalliages
Aluminium Al-Si Kupfer Messing & Bronze Ti grade 1 - 3 Ti grade 4 - 6 Superlegierungen
Copper Brass & bronze Superalloys
VC (m/min) F (mm/U) VC (m/min) F (mm/U) VC (m/min) F (mm/U) VC (m/min) F (mm/U) VC (m/min) F (mm/U) VC (m/min) F (mm/U) VC (m/min) F (mm/U)
120-1500 0.03-0.20 80-300 0.03-0.15 100-400 0.03-0.18 30-70 0.03-0.15 40-80 0.03-0.12
100-400 0.03-0.18 30-70 0.03-0.15 40-80 0.03-0.12
120-1500 0.04-0.20 80-300 0.04-0.15 100-400 0.04-0.18 30-70 0.04-0.15 40-80 0.04-0.12
30-70 0.06-0.20 40-80 0.06-0.20
Conseils d’utilisation
Anwendungsempfehlungen
Application recommendations
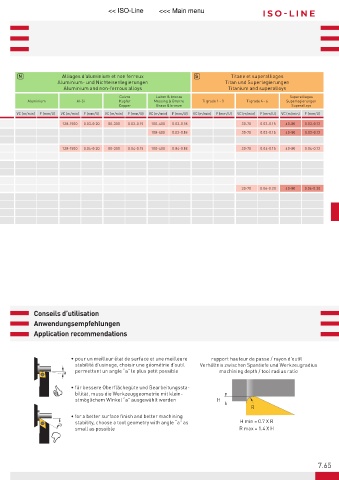
• pour un meilleur état de surface et une meilleure rapport hauteur de passe / rayon d’outil
stabilité d’usinage, choisir une géométrie d’outil Verhältnis zwischen Spantiefe und Werkzeugradius
a permettant un angle “a” le plus petit possible machining depth / tool radius ratio
• für bessere Oberflächegüte und Bearbeitungssta-
bilität, muss die Werkzeuggeometrie mit klein-
stmöglichem Winkel “a” ausgewählt werden H
R
• for a better surface finish and better machining
a stability, choose a tool geometry with angle “a” as H min = 0.7 X R
small as possible R max = 1.4 X H
7.65