
Page 155 - SCHAUBLIN
P. 155
Page - Seite
Frettage - Schrumpfen - Shrinking
103.2
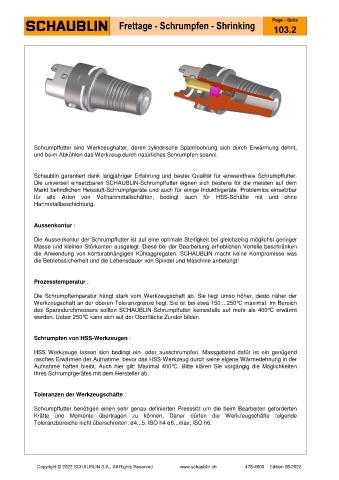
Schrumpffutter sind Werkzeughalter, deren zylindrische Spannbohrung sich durch Erwärmung dehnt,
und beim Abkühlen das Werkzeug durch natürliches Schrumpfen spannt.
Schaublin garantiert dank langjähriger Erfahrung und bester Qualität für einwandfreie Schrumpffutter.
Die universell einsetzbaren SCHAUBLIN-Schrumpffutter eignen sich bestens für die meisten auf dem
Markt befindlichen Heissluft-Schrumpfgeräte und auch für einige Induktivgeräte. Problemlos einsetzbar
für alle Arten von Vollhartmetallschäften, bedingt auch für HSS-Schäfte mit und ohne
Hartmetallbeschichtung.
Aussenkontur :
Die Aussenkontur der Schrumpffutter ist auf eine optimale Steifigkeit bei gleichzeitig möglichst geringer
Masse und kleinen Störkanten ausgelegt. Diese bei der Bearbeitung erheblichen Vorteile beschränken
die Anwendung von konturabhängigen Kühlaggregaten. SCHAUBLIN macht keine Kompromisse was
die Betriebssicherheit und die Lebensdauer von Spindel und Maschine anbelangt!
Prozesstemperatur :
Die Schrumpftemperatur hängt stark vom Werkzeugschaft ab. Sie liegt umso höher, desto näher der
Werkzeugschaft an der oberen Toleranzgrenze liegt. Sie ist bei etwa 150....250°C maximal. Im Bereich
des Spanndurchmessers sollten SCHAUBLIN-Schrumpffutter keinesfalls auf mehr als 400°C erwärmt
werden. Ueber 250°C kann sich auf der Oberfläche Zunder bilden.
Schrumpfen von HSS-Werkzeugen :
HSS Werkzeuge lassen sich bedingt ein- oder ausschrumpfen. Massgebend dafür ist ein genügend
rasches Erwärmen der Aufnahme, bevor das HSS-Werkzeug durch seine eigene Wärmedehnung in der
Aufnahme haften bleibt. Auch hier gilt: Maximal 400°C. Bitte klären Sie vorgängig die Möglichkeiten
Ihres Schrumpfgerätes mit dem Hersteller ab.
Toleranzen der Werkzeugschäfte :
Schrumpffutter benötigen einen sehr genau definierten Presssitz um die beim Bearbeiten geforderten
Kräfte und Momente übertragen zu können. Daher dürfen die Werkzeugschäfte folgende
Toleranzbereiche nicht überschreiten: ø4...5: ISO h4 ø6...max: ISO h6.
Copyright © 2022 SCHAUBLIN S.A., All Rights Reserved www.schaublin.ch 476-4800 Edition 06/2022