
Page 154 - SCHAUBLIN
P. 154
Page - Seite
Frettage - Schrumpfen - Shrinking
103.1
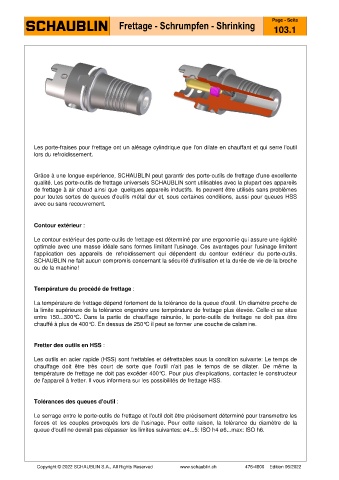
Les porte-fraises pour frettage ont un alésage cylindrique que l'on dilate en chauffant et qui serre l'outil
lors du refroidissement.
Grâce à une longue expérience, SCHAUBLIN peut garantir des porte-outils de frettage d'une excellente
qualité. Les porte-outils de frettage universels SCHAUBLIN sont utilisables avec la plupart des appareils
de frettage à air chaud ainsi que quelques appareils inductifs. Ils peuvent être utilisés sans problèmes
pour toutes sortes de queues d'outils métal dur et, sous certaines conditions, aussi pour queues HSS
avec ou sans recouvrement.
Contour extérieur :
Le contour extérieur des porte-outils de frettage est déterminé par une ergonomie qui assure une rigidité
optimale avec une masse idéale sans formes limitant l'usinage. Ces avantages pour l'usinage limitent
l'application des appareils de refroidissement qui dépendent du contour extérieur du porte-outils.
SCHAUBLIN ne fait aucun compromis concernant la sécurité d'utilisation et la durée de vie de la broche
ou de la machine!
Température du procédé de frettage :
La température de frettage dépend fortement de la tolérance de la queue d'outil. Un diamètre proche de
la limite supérieure de la tolérance engendre une température de frettage plus élevée. Celle-ci se situe
entre 150...300°C. Dans la partie de chauffage rainurée, le porte-outils de frettage ne doit pas être
chauffé à plus de 400°C. En dessus de 250°C il peut se former une couche de calamine.
Fretter des outils en HSS :
Les outils en acier rapide (HSS) sont frettables et défrettables sous la condition suivante: Le temps de
chauffage doit être très court de sorte que l'outil n'ait pas le temps de se dilater. De même la
température de frettage ne doit pas excéder 400°C. Pour plus d'explications, contactez le constructeur
de l'appareil à fretter. Il vous informera sur les possibilités de frettage HSS.
Tolérances des queues d'outil :
Le serrage entre le porte-outils de frettage et l'outil doit être précisement déterminé pour transmettre les
forces et les couples provoqués lors de l'usinage. Pour cette raison, la tolérance du diamètre de la
queue d'outil ne devrait pas dépasser les limites suivantes: ø4...5: ISO h4 ø6...max: ISO h6.
Copyright © 2022 SCHAUBLIN S.A., All Rights Reserved www.schaublin.ch 476-4800 Edition 06/2022