
Page 22 - SCHAUBLIN
P. 22
Page - Seite
5.3
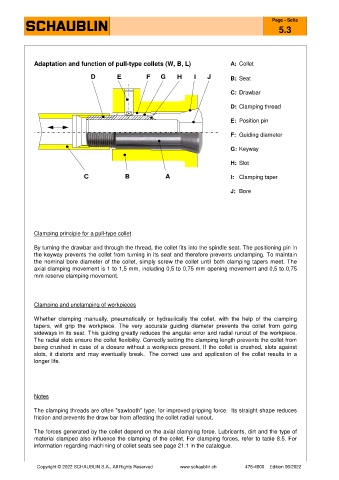
Adaptation and function of pull-type collets (W, B, L) A: Collet
D E F G H I J B: Seat
C: Drawbar
D: Clamping thread
E: Position pin
F: Guiding diameter
G: Keyway
H: Slot
C B A I: Clamping taper
J: Bore
Clamping principle for a pull-type collet
By turning the drawbar and through the thread, the collet fits into the spindle seat. The positioning pin in
the keyway prevents the collet from turning in its seat and therefore prevents unclamping. To maintain
the nominal bore diameter of the collet, simply screw the collet until both clamping tapers meet. The
axial clamping movement is 1 to 1,5 mm, including 0,5 to 0,75 mm opening movement and 0,5 to 0,75
mm reserve clamping movement.
Clamping and unclamping of workpieces
Whether clamping manually, pneumatically or hydraulically the collet, with the help of the clamping
tapers, will grip the workpiece. The very accurate guiding diameter prevents the collet from going
sideways in its seat. This guiding greatly reduces the angular error and radial runout of the workpiece.
The radial slots ensure the collet flexibility. Correctly setting the clamping length prevents the collet from
being crushed in case of a closure without a workpiece present. If the collet is crushed, slots against
slots, it distorts and may eventually break. The correct use and application of the collet results in a
longer life.
Notes
The clamping threads are often "sawtooth" type, for improved gripping force. Its straight shape reduces
friction and prevents the draw bar from affecting the collet radial runout.
The forces generated by the collet depend on the axial clamping force. Lubricants, dirt and the type of
material clamped also influence the clamping of the collet. For clamping forces, refer to table 8.5. For
information regarding machining of collet seats see page 21.1 in the catalogue.
Copyright © 2022 SCHAUBLIN S.A., All Rights Reserved www.schaublin.ch 476-4800 Edition 06/2022